| ИИГЕЛСЛчЈє 50єЕёЦ Q255МјЛШЅб№№ёЦ SKH9ЧЙСЇ SKH9јЫёс SKH9УІ¶И |

єгИХКўПъКЫЈєskh9,skh9ёЯЛЩёЦ,SKH9Ф¤УІёЯЛЩёЦ,ИХ±ѕИХБўSKH-9ёЯЛЩёЦ skh9РФДЬЈ¬»эј«ЦэФміЙОЄЅЛХёЦІД№©У¦»щµШЎЈ
| skh9ёЯЛЩёЦµДИИґ¦Ан | ДъµДО»ЦГЈєSKH9ёЯЛЩёЦ-ЛХЦЭєгИХКў > ЖуТµЧКС¶ > |
·ўІјИХЖЪЈє2019-04-11 ЧчХЯЈєєгИХКў
ЎЎЎЎ1 skh9ёЯЛЩёЦµДНЛ»рґ¦Ан
ЎЎЎЎУЙУЪёЯЛЩёЦЦРУРЅПёЯµДМјє¬БїєНґуБїµДєПЅрФЄЛШЈ¬ФЪТ±Ѕрі§ФюЦЖ»т¶НФмТФєуЎЈјґК№їХАдµДЗйїцПВЈ¬ТІ»бУРЅПёЯµДУІ¶ИЈ¬ТтґЛ±ШРлЅшРРНЛ»рИн»Їґ¦АнЈ¬ґпµЅ±кЧј№ж¶ЁµДУІ¶ИЦµІЕДЬіці§ЎЈ№¤ѕЯЦЖФмХЯУРК±ТЄ¶ФёЯЛЩёЦЅшРР¶НФміЙРН»тОЄёДЙЖМј»ЇОпЖ«Оц¶шЅшРР¶НФмЈ¬УРК±УГИИФюіЙРН·Ѕ·ЁЦЖФ칤ѕЯЈ¬УРК±РиТЄ¶Фґг»рјюЅшРР·µРЮµИЈ¬Хв¶јРиТЄ¶ФёЯЛЩёЦЅшРРНЛ»рЎЈ
ЎЎЎЎ№ъДЪНвµДКµСй¶ј±нГчЈ¬ёЯЛЩёЦНЛ»рК±Из№ы±ЈОВК±јдМ«і¤Ј¬»бПФЦшЅµµН№¤ѕЯµДК№УГКЩГьЈ¬ТтґЛЈ¬СЎФсєПАнµДНЛ»р№¤ТХ№ж·¶·ЗіЈЦШТЄЎЈ
ЎЎЎЎНЛ»рµД±ЈОВК±јдёщѕЭЧ°ВЇБїµИЗйїцУРЛщІ»Н¬Ј¬Т»°гУ¦ФЪ3~4hТФЙПЎЈ±ЈОВєуїЙІЙУГ10Ўж~20ЎжµДЛЩ¶ИАдИґЦБ600ЎжТФПВіцВЇЎЈТІїЙТФІЙУГАдИґЦБ740Ўж~760ЎжЈ¬НЈБф4~5hЈ¬ФЩАдЦБ600ЎжТФПВіцВЇµДµИОВНЛ»р·Ѕ·ЁЎЈ
ЎЎЎЎskh9ёЯЛЩёЦ»№УРТ»ЦЦёЯОВНЛ»р·Ѕ·ЁїЙТФґуґуЛх¶МНЛ»рЙъІъЦЬЖЪЈ¬МбёЯНЛ»рЦКБїЎЈёЯОВНЛ»рµДјУИИОВ¶ИКЗУЙЖХНЁНЛ»рµД840Ўж~860ЎжЈ¬МбёЯµЅ880Ўж~920ЎжЎЈЖХНЁНЛ»р·Ѕ·ЁФЪAr1µгТФПВ±ЈОВЈ¬УЙУЪОВ¶ИЅПµНЈ¬ЛдИ»±ЈОВК±јді¤Ј¬µ«ёЯЛЩёЦИФИ»І»ДЬЅшРРід·ЦЅбѕ§Ј¬ёЦІДІ»ДЬід·ЦИн»ЇЎЈёЯОВНЛ»рК±Ѕ«ОВ¶ИМбµЅµЅAr1ТФЙПЈ¬Па±дїЙТФЛІјдНкіЙЈ¬ІўЗТЅшРеúܳд·ЦЈ¬КµПЦБЛНкИ«ФЩЅбѕ§Ј¬ТтґЛёЦІДµГµЅід·ЦИн»ЇЎЈ
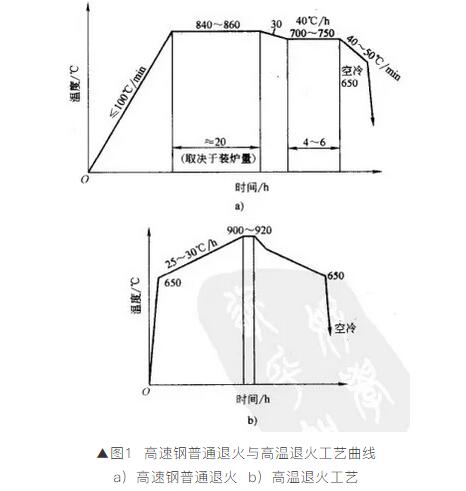
ЎЎЎЎУЙНјїЙјыЈ¬ёЯОВНЛ»р№¤ТХµД±ЈОВК±јдґуґуЛх¶МЎЈёЯОВНЛ»рёЦІДµДУІ¶ИёьµНЈ¬ЗРПчРФДЬёьєГЈ¬ЗРПчР§ВКїЙТФМбёЯ20%Ј¬ЦЖіЙµ¶ѕЯµДЗРПчКЩГьЈ¬±ИЖХНЁНЛ»рµДёЯ15%~20%ЎЈ
ЎЎЎЎ2 їЙёДЙЖјУ№¤РФДЬµДИИґ¦Ан
ЎЎЎЎёДЙЖёЯЛЩёЦµДїЙјУ№¤РФєН±нГжґЦІЪ¶ИЈ¬їЙТФ°ґХХНЖјцµД№¤ТХ¶ФёЯЛЩёЦЅшРРФ¤±ёИИґ¦АнЎЈК№Г«ЕчµДУІ¶ИґпµЅ280~370HBWЎЈ
ЎЎЎЎ3 ИҐУ¦Б¦
ЎЎЎЎѕЛЬРФ±дРОјУ№¤·Ѕ·ЁЦЖіЙµДГ«ЕчТФј°АдАЎўАдј·С№µДёчЦЦФІДБП»тГ«ЕчЈ¬ОЄБЛПыіэ№¤µДАдЧчУІ»ЇПЦПуЈ¬ІЙУГ720Ўж~760ЎжµДµНОВНЛ»р·Ѕ·ЁЎЈ¶ФУЪРОЧґёґФУЎўЗРПчБїЅПґу»т±ЎЖ¬Чґ№¤ѕЯЎЈОЄБЛјхЙЩґг»р»ы±д»тІъЙъґг»рБСОЖЈ¬іЈУГ600Ўж~650ЎжµДёЯОВ»Ш»рПыіэУ¦Б¦ЎЈОЄБЛПыіэДҐПчјУ№¤µДУ¦Б¦Ј¬їЙФЪ200Ўж~500ЎжОВ¶ИПВ»Ш»р1~2hЈ¬ґЦДҐєуїЙФЪ500ЎжµДОВ¶ИПВПыіэУ¦Б¦Ј¬ѕ«ДҐєуФЪ200ЎжОВ¶ИПВПыіэУ¦Б¦ЎЈ
ЎЎЎЎ4 ґг»р
ЎЎЎЎЛµГчЈєТФПВРрКцµДёЯЛЩёЦИИґ¦Ан№¤ТХЦчТЄККУГУЪСОФЎВЇЎЈ
ЎЎЎЎ4.1 Ф¤ИИ
ЎЎЎЎskh9ёЯЛЩёЦµјИИРФІоЈ¬№¤јюІ»ИЭТЧИИНёЈ¬ґг»рјУИИЗ°±ШРлЅшРРФ¤ИИЎЈТ»°гТЄЅшРРБЅґОФ¤ИИЈ¬№¤ТХІОКэИзПВЈє
ЎЎЎЎµНОВФ¤ИИЈє450Ўж~500ЎжЈ¬±ЈОВ1~1.5min/mm(їХЖшВЇ);
ЎЎЎЎ600Ўж~650ЎжЈ¬±ЈОВ0.8~1.0min/mm(СОФЎВЇ)ЎЈ
ЎЎЎЎЦРОВФ¤ИИЈє800Ўж~850ЎжЈ¬±ЈОВ0.4~1.0min/mm(СОФЎВЇ)ЎЈ
ЎЎЎЎіЯґзІ»ґуЈ¬РОЧґјтµҐµД№¤ѕЯїЙТФІЙУГТ»ґОФ¤ИИЈ¬¶ФУЪґу¶аКэ№¤ѕЯАґЛµЈ¬ТФБЅґОФ¤ИИОЄєГЈ¬ХвУРАыУЪјхЙЩґг»р»ы±дєНїЄБСЈ¬¶шЗТµЪТ»ґОФ¤ИИїЙТФїѕёЙ№¤јю±нГжЛ®·ЦЈ¬І»»бІъЙъЅ¦СОПЦПуЈ¬АыУЪ°ІИ«ЎЈ
ЎЎЎЎ4.2 ґг»рјУИИ
ЎЎЎЎ4.2.1 јУИИОВ¶И
ЎЎЎЎskh9ёЯЛЩёЦґг»рјУИИОВ¶ИµДСЎФсЈ¬КЧПИКЗУЙЖдЕЖєЕіЙ·Цѕц¶ЁµДЈ¬Н¬К±ТІТЄїјВЗ№¤ѕЯµДЦЦАаєН№жёсЈ¬ЧЁГЕХл¶ФѕЯМејУ№¤¶ФПуЦЖФмµД№¤ѕЯ»№±ШРлїјВЗµЅ±»јУ№¤ІДБПµДїЙјУ№¤РФєНЗРПч№ж·¶µИК№УГМхјюЎЈ
 SKH-9_SKH-9ёЯЛЩёЦјЫёс_SKH |
SKH9»ЇС§іЙ·Э |
 SKH9ёЯЛЩёЦµДЦчТЄМШРФ |
|
ИХ±ѕИХБўSKH9ёЯЛЩёЦёЕКц |
 SKH9ёЯЛЩёЦУЕµг |
SKH9ИИґ¦Ан |
|



 ЙЁТ»ЙЁОўРЕ,їмЛЩ±ЁјЫ
ЙЁТ»ЙЁОўРЕ,їмЛЩ±ЁјЫ